




HD20 ഉയർന്ന കൃത്യതയുള്ള ഒപ്റ്റിക്കൽ ലീനിയർ എൻകോഡറുകൾ
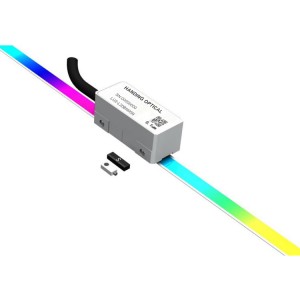
1. ഉൽപ്പന്ന അവലോകനം
സ്റ്റീൽ ബെൽറ്റ് ഗ്രേറ്റിംഗ് ഒരുകൃത്യത അളക്കൽ ഉപകരണംവിവിധ വ്യവസായങ്ങളിലെ ലീനിയർ, ആംഗിൾ പൊസിഷനിംഗ് ആപ്ലിക്കേഷനുകൾക്കായി രൂപകൽപ്പന ചെയ്തിരിക്കുന്നു. ഉയർന്ന കൃത്യതയ്ക്കും ദീർഘകാല വിശ്വാസ്യതയ്ക്കുമായി ഇത് ശക്തമായ നിർമ്മാണവും നൂതന ഒപ്റ്റിക്കൽ സാങ്കേതികവിദ്യയും സംയോജിപ്പിക്കുന്നു.
2. പ്രധാന സവിശേഷതകൾ
മികച്ച ആവർത്തനക്ഷമതയോടെ ഉയർന്ന അളവെടുപ്പ് കൃത്യത.
കഠിനമായ വ്യാവസായിക പരിതസ്ഥിതികളെ ഈടുനിൽക്കുന്നതും പ്രതിരോധിക്കുന്നതും.
ഓട്ടോമേഷൻ, നിയന്ത്രണ സംവിധാനങ്ങളുമായുള്ള സംയോജനത്തെ പിന്തുണയ്ക്കുന്നു.
ചെലവ് കുറഞ്ഞതും ഫലപ്രദവുമായ രീതിയിൽ കുറഞ്ഞ പരിപാലന രൂപകൽപ്പന.
3. സാങ്കേതിക സവിശേഷതകൾ
മെറ്റീരിയൽ:ഉയർന്ന കരുത്തുള്ള സ്റ്റെയിൻലെസ് സ്റ്റീൽ.
കൃത്യത ഗ്രേഡ്:±3 µm/m അല്ലെങ്കിൽ ±5 µm/m (മോഡലിനെ ആശ്രയിച്ച്).
പരമാവധി നീളം:50 മീറ്റർ വരെ (ആവശ്യകതകൾക്കനുസരിച്ച് ഇഷ്ടാനുസൃതമാക്കാവുന്നതാണ്).
വീതി:10 മില്ലീമീറ്റർ മുതൽ 20 മില്ലീമീറ്റർ വരെ (നിർദ്ദിഷ്ട മോഡലുകൾ വ്യത്യാസപ്പെടാം).
റെസല്യൂഷൻ:അനുയോജ്യംഉയർന്ന കൃത്യതയുള്ള ഒപ്റ്റിക്കൽ സെൻസറുകൾ(സിസ്റ്റം കോൺഫിഗറേഷൻ അനുസരിച്ച് 0.01 µm വരെ).
പ്രവർത്തന താപനില പരിധി:-10°C മുതൽ 50°C വരെ.
സംഭരണ താപനില പരിധി:-20°C മുതൽ 70°C വരെ.
താപ വികാസ ഗുണകം:10.5 × 10⁻⁶ /°C.
ക്ലോക്ക് ഫ്രീക്വൻസി:20 മെഗാഹെട്സ്
4. ഡൈമൻഷൻ ഡ്രോയിംഗ്
സ്റ്റീൽ ബെൽറ്റ് ഗ്രേറ്റിംഗിന്റെ അളവുകൾ സാങ്കേതിക ഡ്രോയിംഗിൽ വിശദമായി പ്രതിപാദിച്ചിരിക്കുന്നു, അത് ഇനിപ്പറയുന്നവ വ്യക്തമാക്കുന്നു:
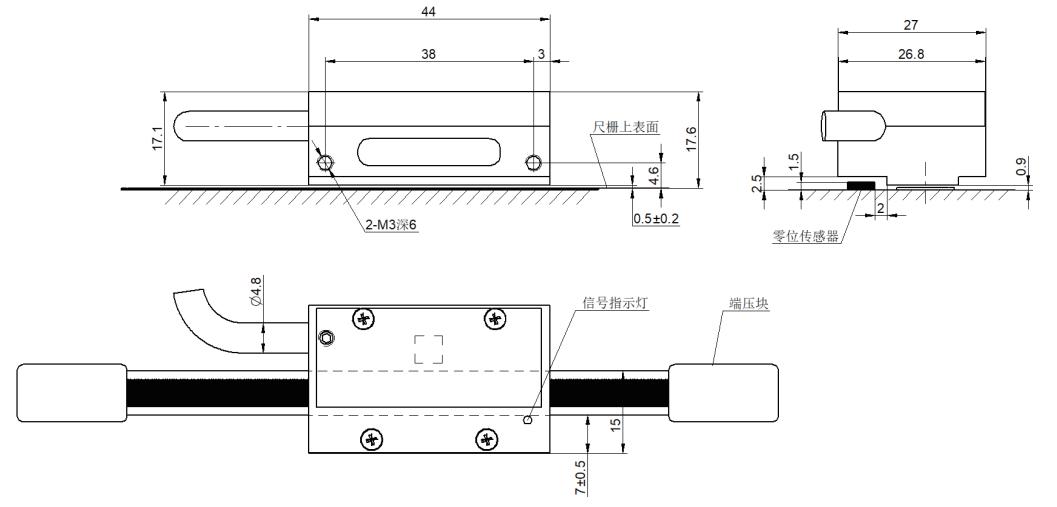
ഗ്രേറ്റിംഗ് ബോഡി:മോഡലിനെ ആശ്രയിച്ച് നീളം വ്യത്യാസപ്പെടുന്നു (50 മീറ്റർ വരെ); വീതി 10 മില്ലീമീറ്ററിനും 20 മില്ലീമീറ്ററിനും ഇടയിലാണ്.
മൗണ്ടിംഗ് ഹോൾ സ്ഥാനങ്ങൾ:സുരക്ഷിതവും സുസ്ഥിരവുമായ ഇൻസ്റ്റാളേഷനായി കൃത്യമായി വിന്യസിച്ചിരിക്കുന്നു.
കനം:മോഡലിനെ ആശ്രയിച്ച് സാധാരണയായി 0.2 മില്ലീമീറ്റർ മുതൽ 0.3 മില്ലീമീറ്റർ വരെ.
5. D-SUB കണക്ടർ വിശദാംശങ്ങൾ
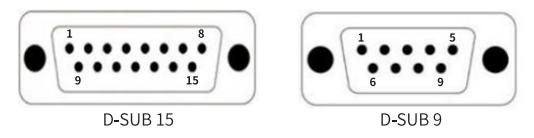
പിൻ കോൺഫിഗറേഷൻ:
പിൻ 1: പവർ സപ്ലൈ (+5V)
പിൻ 2: ഗ്രൗണ്ട് (GND)
പിൻ 3: സിഗ്നൽ എ
പിൻ 4: സിഗ്നൽ ബി
പിൻ 5: സൂചിക പൾസ് (Z സിഗ്നൽ)
പിൻ 6–9: ഇഷ്ടാനുസൃത കോൺഫിഗറേഷനുകൾക്കായി നീക്കിവച്ചിരിക്കുന്നു.
കണക്ടർ തരം:9-പിൻ D-SUB, സിസ്റ്റം രൂപകൽപ്പനയെ ആശ്രയിച്ച് പുരുഷനോ സ്ത്രീയോ.
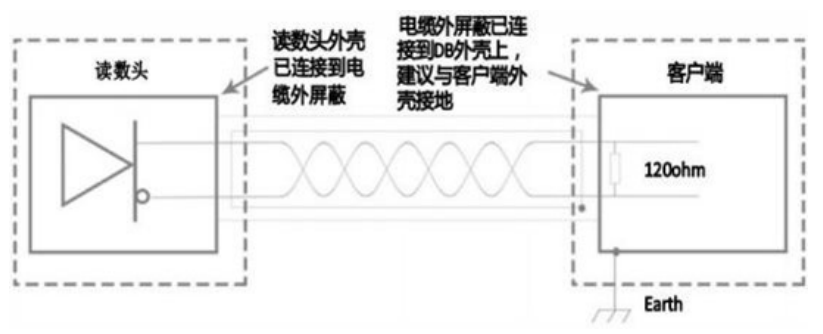
6. ഇലക്ട്രിക്കൽ വയറിംഗ് ഡയഗ്രം
സ്റ്റീൽ ബെൽറ്റ് ഗ്രേറ്റിംഗിനും സിസ്റ്റം കൺട്രോളറിനും ഇടയിലുള്ള കണക്ഷനുകളുടെ രൂപരേഖ ഇലക്ട്രിക്കൽ വയറിംഗ് ഡയഗ്രം നൽകുന്നു:
വൈദ്യുതി വിതരണം:+5V, GND ലൈനുകൾ ഒരു നിയന്ത്രിത പവർ സ്രോതസ്സുമായി ബന്ധിപ്പിക്കുക.
സിഗ്നൽ ലൈനുകൾ:സിഗ്നൽ എ, സിഗ്നൽ ബി, ഇൻഡെക്സ് പൾസ് എന്നിവ കൺട്രോൾ യൂണിറ്റിലെ അനുബന്ധ ഇൻപുട്ടുകളുമായി ബന്ധിപ്പിക്കണം.
ഷീൽഡിംഗ്:വൈദ്യുതകാന്തിക ഇടപെടൽ തടയുന്നതിന് കേബിൾ ഷീൽഡിന്റെ ശരിയായ ഗ്രൗണ്ടിംഗ് ഉറപ്പാക്കുക.
7. ഇൻസ്റ്റലേഷൻ മാർഗ്ഗനിർദ്ദേശങ്ങൾ
*ഇൻസ്റ്റലേഷൻ ഉപരിതലം വൃത്തിയുള്ളതും പരന്നതും അവശിഷ്ടങ്ങൾ ഇല്ലാത്തതുമാണെന്ന് ഉറപ്പാക്കുക.
*കൃത്യമായ സ്ഥാനനിർണ്ണയത്തിനായി ശുപാർശ ചെയ്യുന്ന മൗണ്ടിംഗ് ബ്രാക്കറ്റുകളും അലൈൻമെന്റ് ടൂളുകളും ഉപയോഗിക്കുക.
*ഗ്രേറ്റിംഗ് അളക്കൽ അച്ചുതണ്ടുമായി വിന്യസിക്കുക, വളവുകളോ വളവുകളോ ഇല്ലെന്ന് ഉറപ്പാക്കുക.
*ഇൻസ്റ്റാളേഷൻ സമയത്ത് എണ്ണ, വെള്ളം തുടങ്ങിയ മാലിന്യങ്ങളുമായി സമ്പർക്കം പുലർത്തുന്നത് ഒഴിവാക്കുക.
8. പ്രവർത്തന നിർദ്ദേശങ്ങൾ
*ഉപയോഗിക്കുന്നതിന് മുമ്പ് ശരിയായ അലൈൻമെന്റും കാലിബ്രേഷനും സ്ഥിരീകരിക്കുക.
*പ്രവർത്തന സമയത്ത് ഗ്രേറ്റിംഗിൽ അമിതമായ ബലം പ്രയോഗിക്കുന്നത് ഒഴിവാക്കുക.
*വായനകളിലെ ഏതെങ്കിലും വ്യതിയാനങ്ങൾ നിരീക്ഷിക്കുകയും ആവശ്യാനുസരണം വീണ്ടും കാലിബ്രേറ്റ് ചെയ്യുകയും ചെയ്യുക.
9. പരിപാലനവും പ്രശ്നപരിഹാരവും
പരിപാലനം:
*മൃദുവായ, ലിന്റ് രഹിത തുണിയും ആൽക്കഹോൾ അടിസ്ഥാനമാക്കിയുള്ള ക്ലീനറും ഉപയോഗിച്ച് ഗ്രേറ്റിംഗ് ഉപരിതലം വൃത്തിയാക്കുക.
*ശാരീരിക ക്ഷതമോ തെറ്റായ ക്രമീകരണമോ ഇടയ്ക്കിടെ പരിശോധിക്കുക.
*അയഞ്ഞ സ്ക്രൂകൾ മുറുക്കുക അല്ലെങ്കിൽ പഴകിയ ഘടകങ്ങൾ മാറ്റിസ്ഥാപിക്കുക.
ട്രബിൾഷൂട്ടിംഗ്:
*പൊരുത്തമില്ലാത്ത അളവുകൾക്ക്, അലൈൻമെന്റ് പരിശോധിച്ച് വീണ്ടും കാലിബ്രേറ്റ് ചെയ്യുക.
*ഒപ്റ്റിക്കൽ സെൻസറുകൾ തടസ്സങ്ങളോ മലിനീകരണമോ ഇല്ലാത്തതാണെന്ന് ഉറപ്പാക്കുക.
*പ്രശ്നങ്ങൾ നിലനിൽക്കുകയാണെങ്കിൽ സാങ്കേതിക പിന്തുണയുമായി ബന്ധപ്പെടുക.
10. അപേക്ഷകൾ
സ്റ്റീൽ ബെൽറ്റ് ഗ്രേറ്റിംഗ് സാധാരണയായി ഉപയോഗിക്കുന്നത്:
*സിഎൻസി മെഷീനിംഗും ഓട്ടോമേഷനും.
*റോബോട്ടിക് പൊസിഷനിംഗ് സിസ്റ്റങ്ങൾ.
*പ്രിസിഷൻ മെട്രോളജി ഉപകരണങ്ങൾ.
*വ്യാവസായിക ഉൽപാദന പ്രക്രിയകൾ.




-

ഫോൺ
-

ഇ-മെയിൽ
-

വാട്ട്സ്ആപ്പ്
വാട്ട്സ്ആപ്പ്

-

വീചാറ്റ്

-

മുകളിൽ




